Project & Design
Thanks to our in-depth knowledge and wide experience in the field of high pressure die casting, we are able to provide design support prior to mould production to our customers on part model to achieve better casting quality. We accelerate the customers’ design process by fast prototyping. Our technology oriented engineering service provided by the most preferred and advanced design & simulation programs in automotive industry are used by our expert design team. Multidisciplinary approach is applied for design process in order to meet the desired optimization while preserving functionality for producing the highest quality moulds.
Project Management Process

Design and Simulation Programs

Part Design Optimization & Development Studies
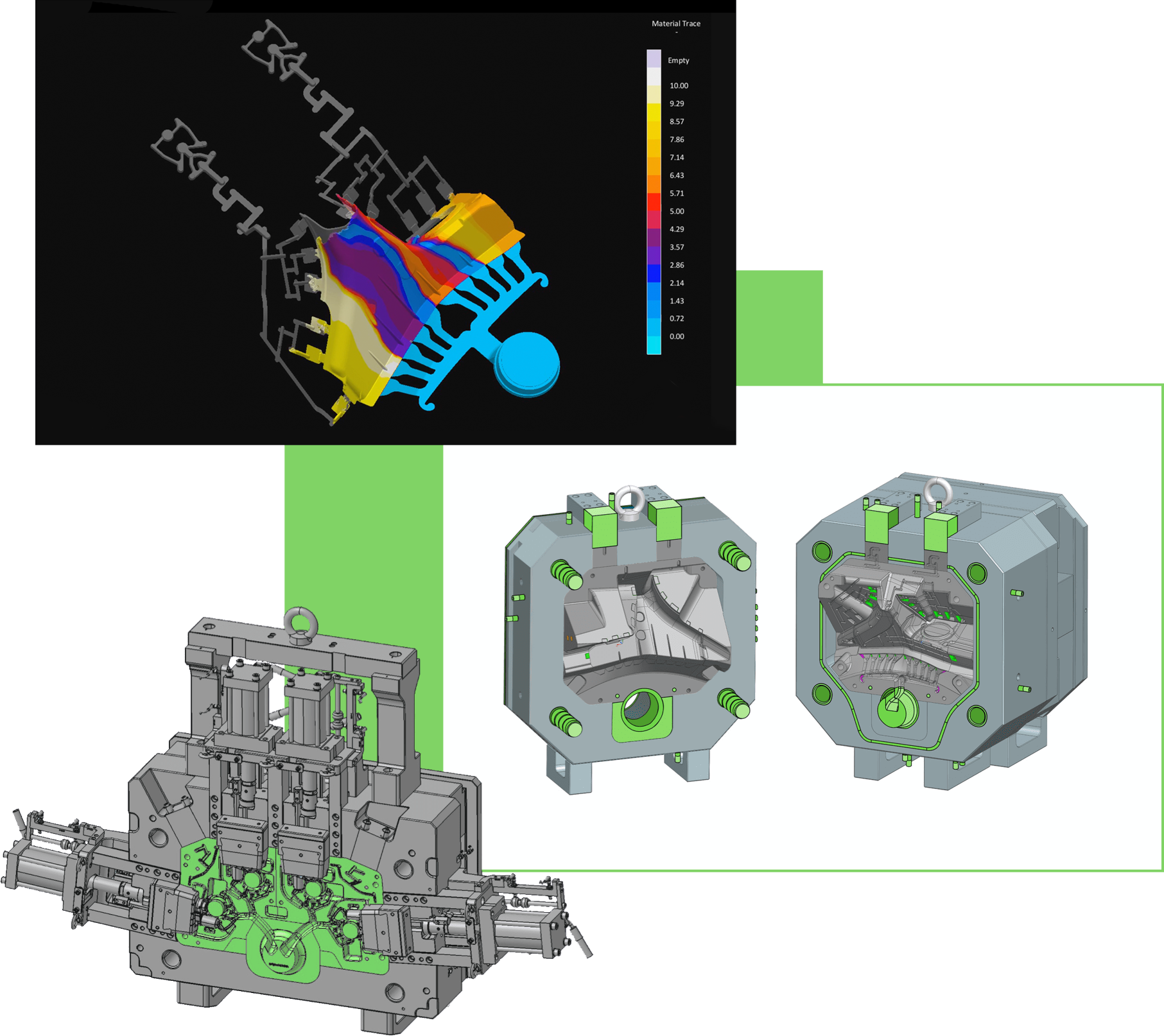
We use GEO DESIGNER and MAGMASOFT® for initial feasibility studies. Those programs allow us to see potential casting defects related with part design. By means of those programs, we are able to support our customers in terms of part design to improve the castability and manufacturability.
Filling Analysis Result
Casting Process Analysis
With Magmasoft,
By tracers, turbulance situation in metal flow can be seen during filling phase,
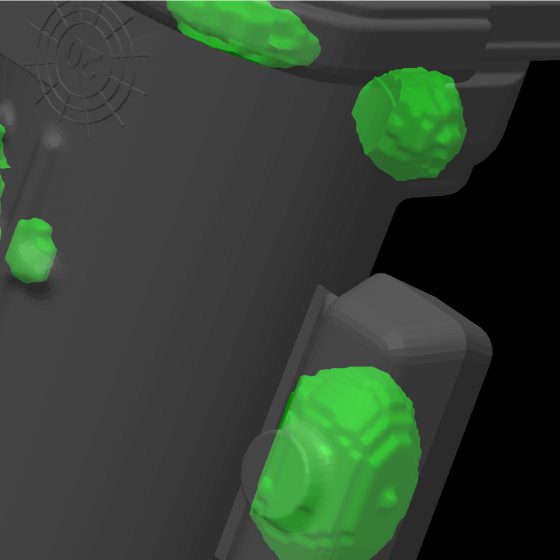
By porosity result, shrinkage voids in to casted part can be seen,
By velocity distibution result, runner and Gates can be optimised
By thermal distribution, thermal optimisation can be managed on die in order to get optimum cycle time
By hot spot result, solidification behaviour of casted part can be investigated.
Air Pressure
Velocity
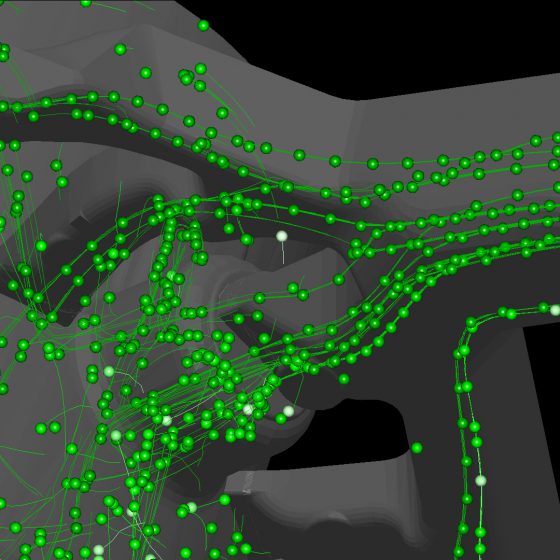
Flow Tracer
Hot Spot
Porosity
Temperature
Casting Process Optimization
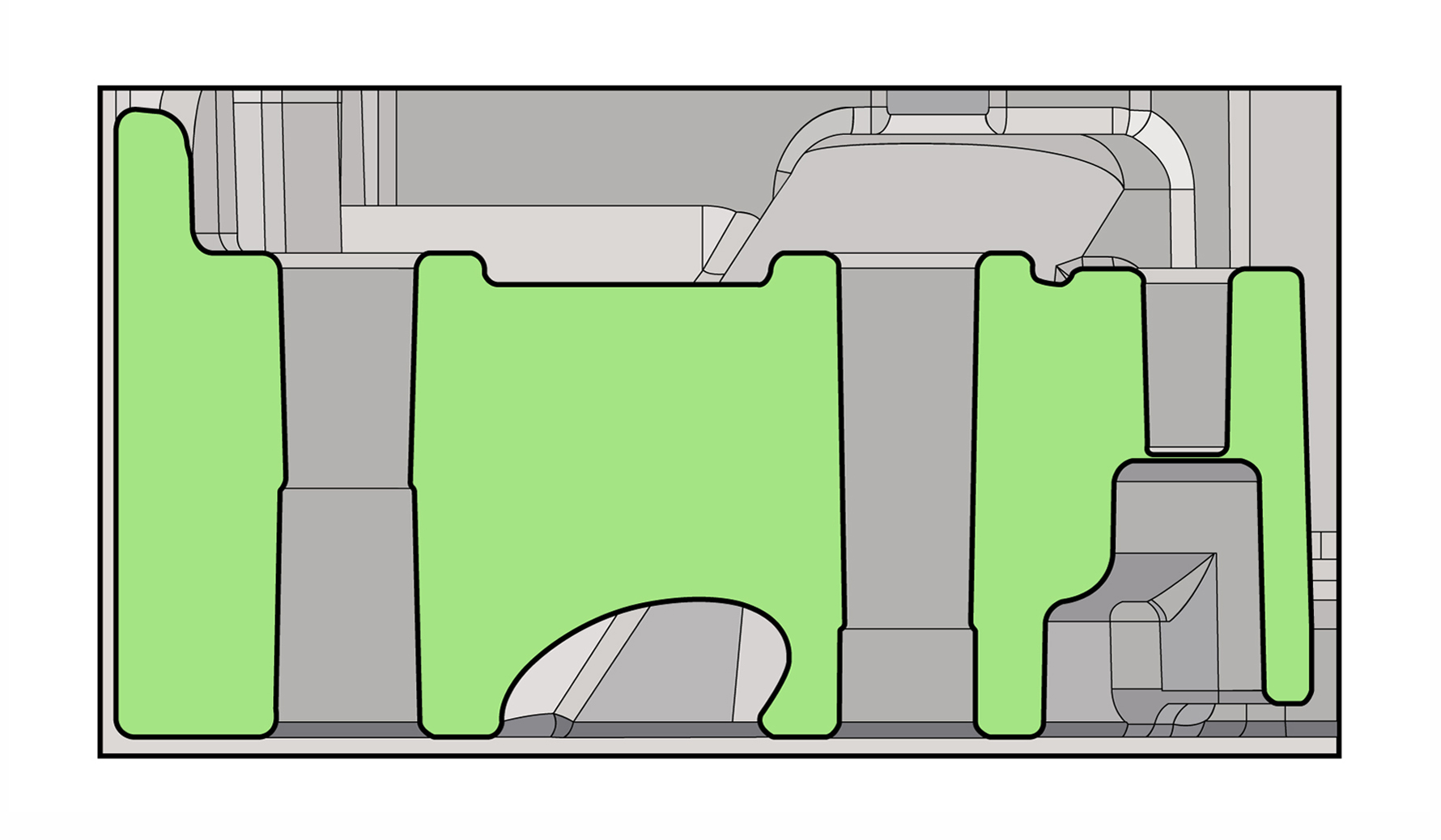
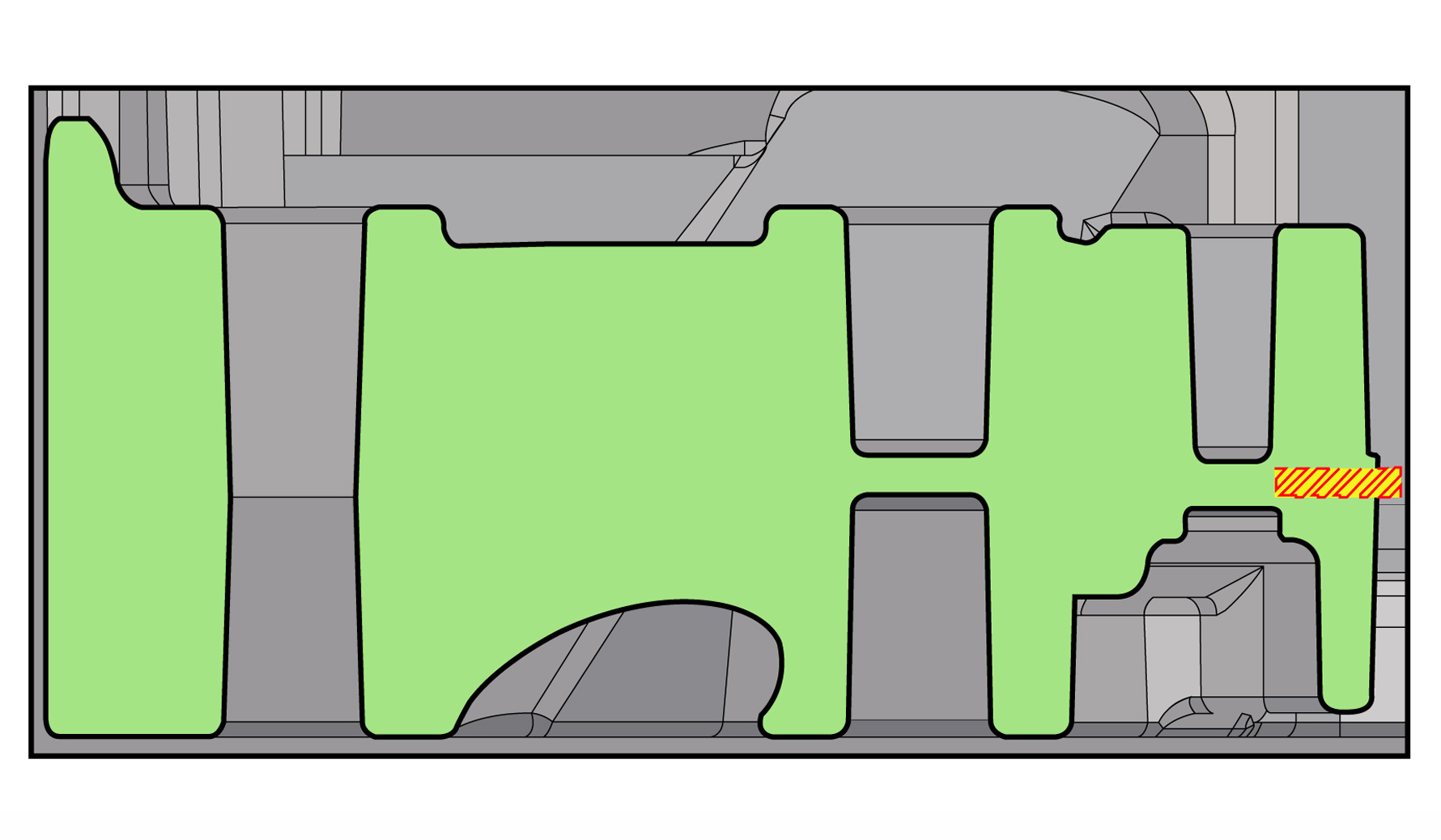
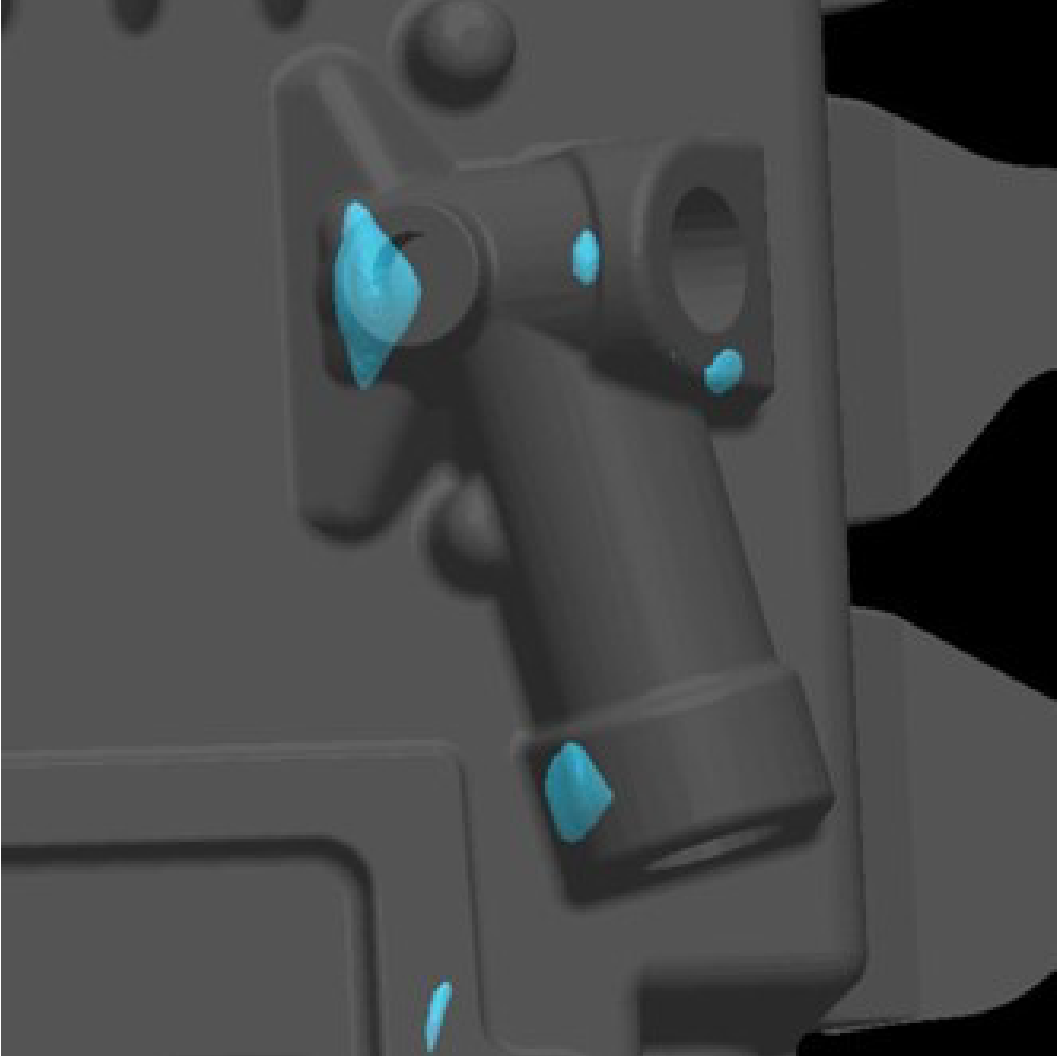
Sophisticated casting process improvement techniques such as squeeze pin, jet cool etc. are applied on die for the elimination of detected casting defects.


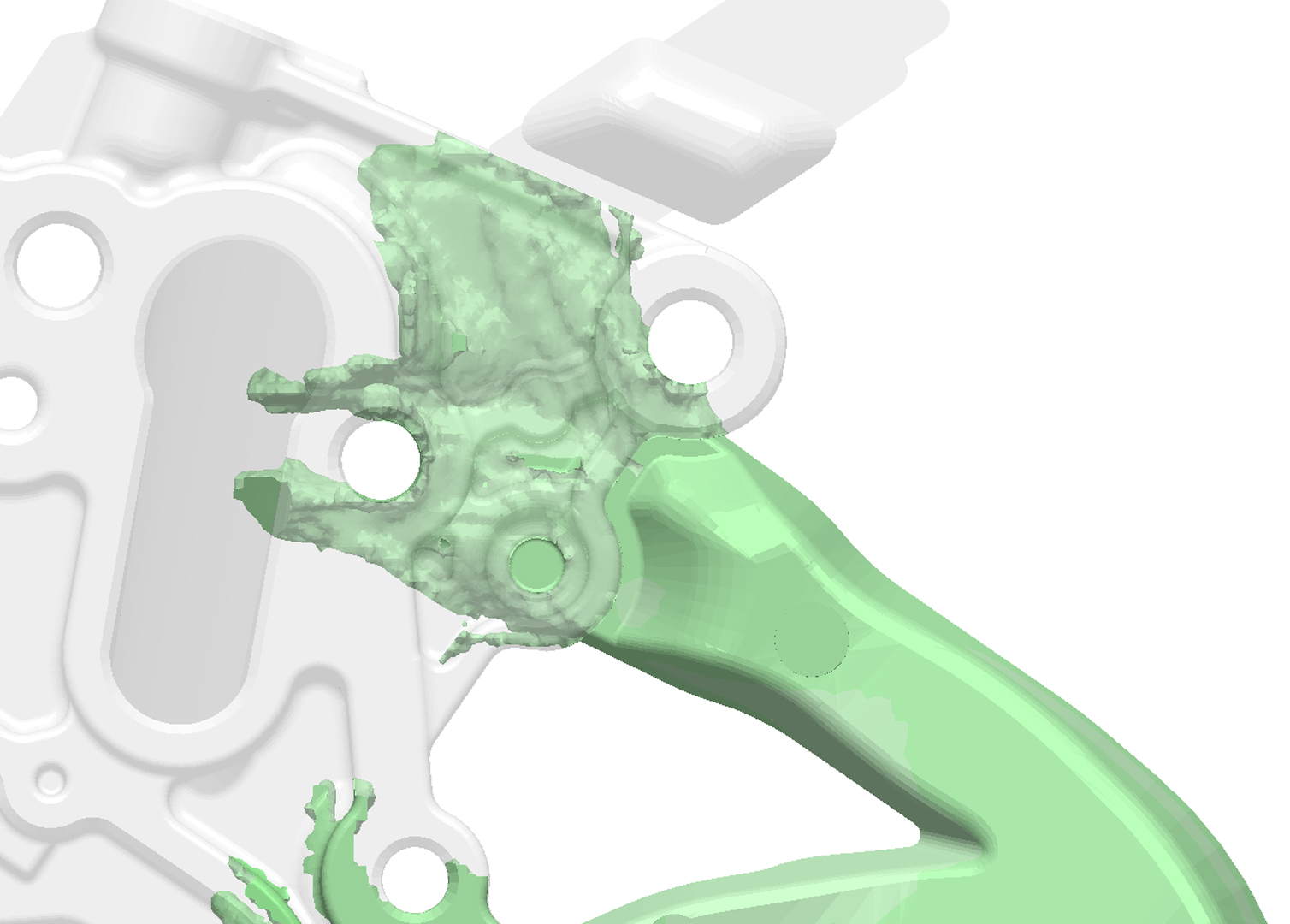
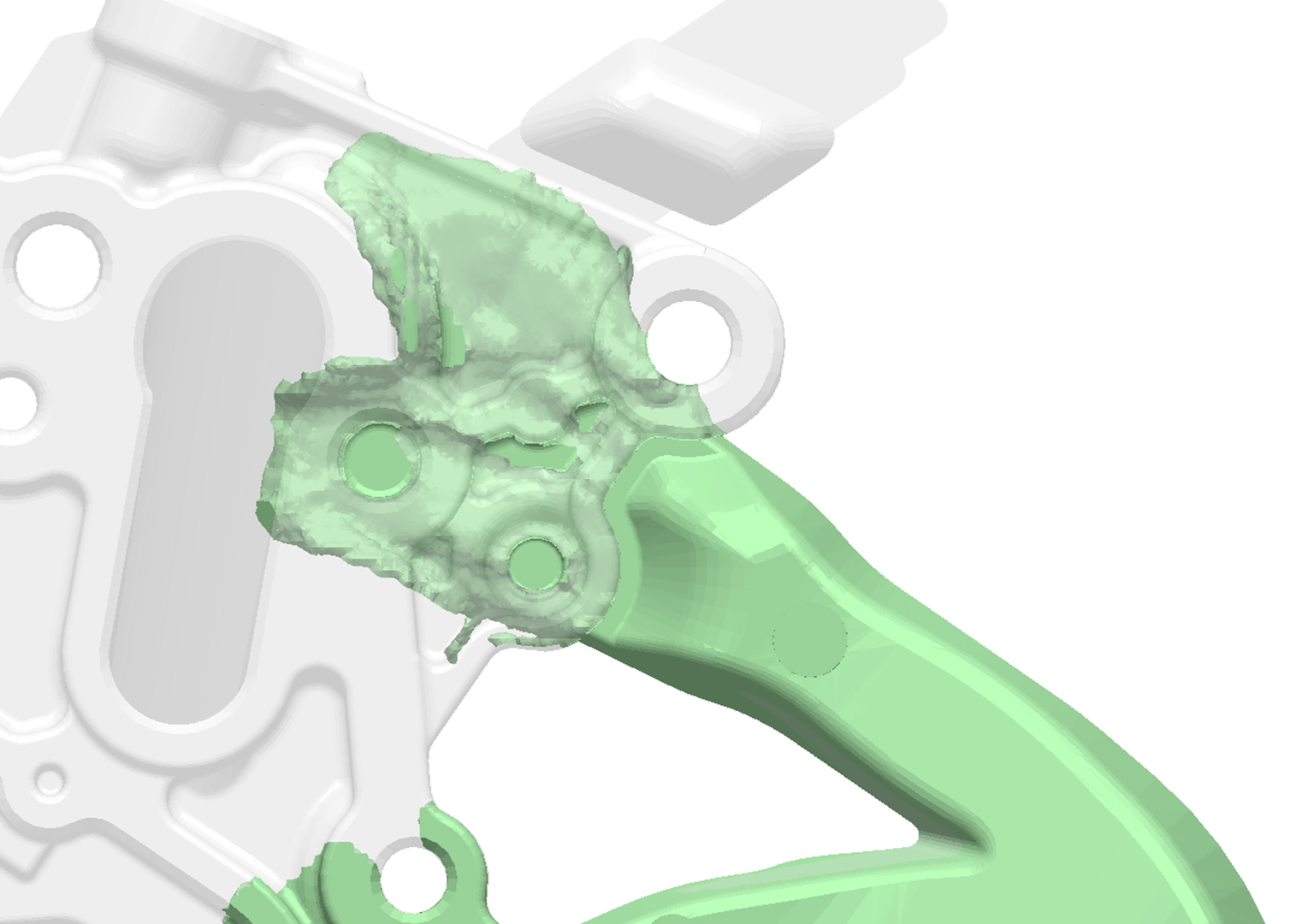
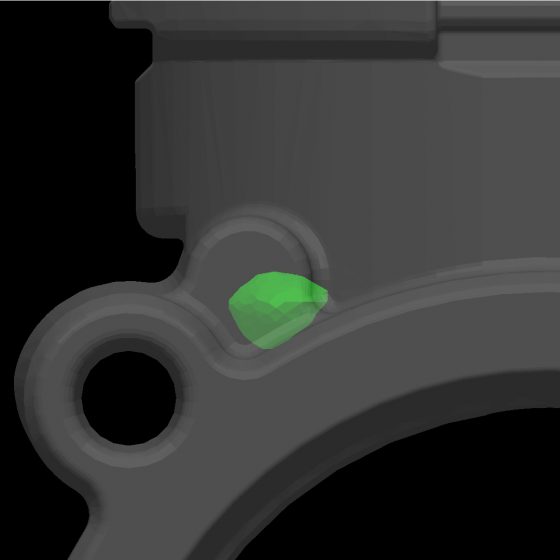
Shrinkage detected at Geo Designer at RFQ stage.

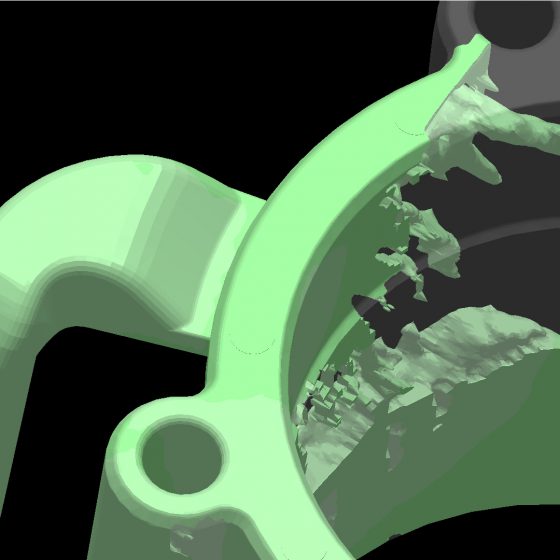
After first 3D mould design study, design was re–checked by MAGMASOFT® and same problem was detected at the same area.

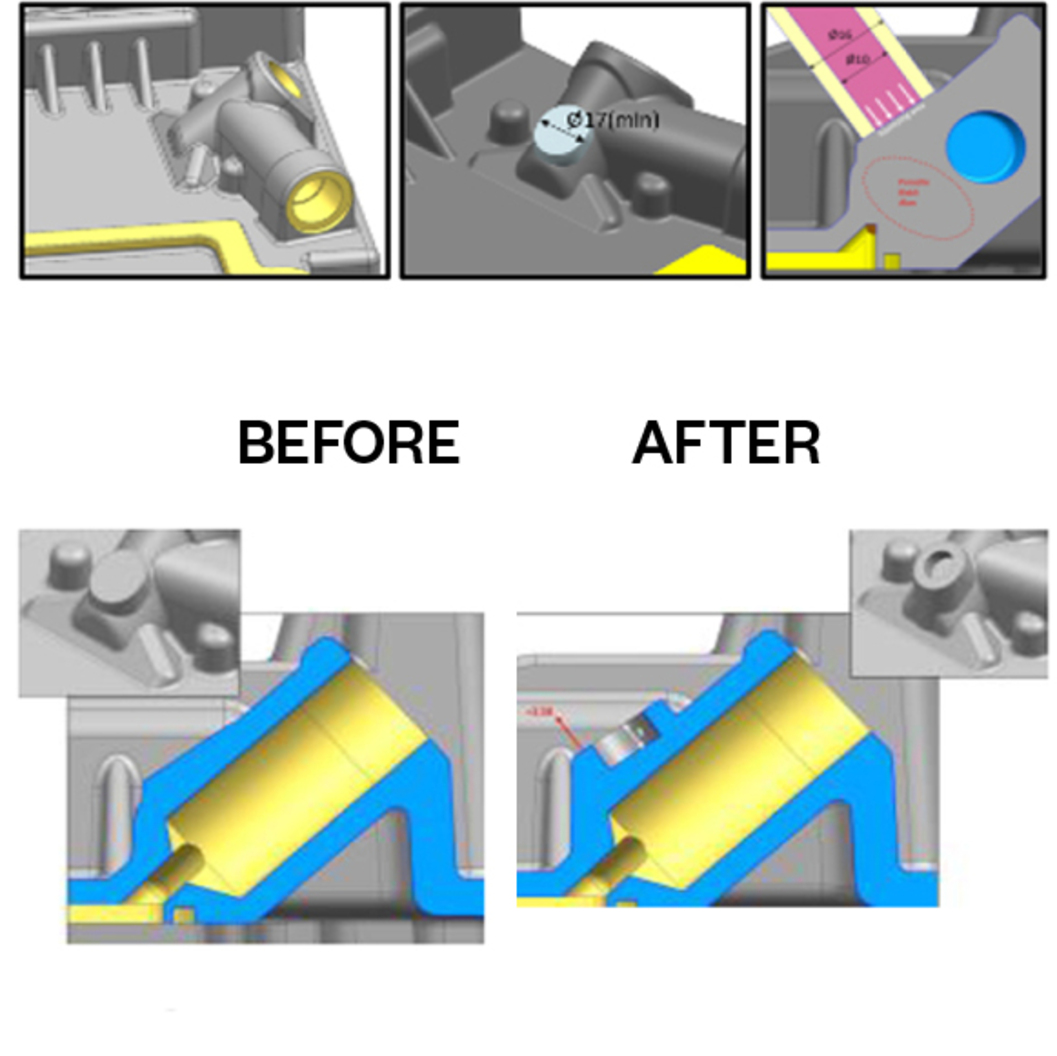
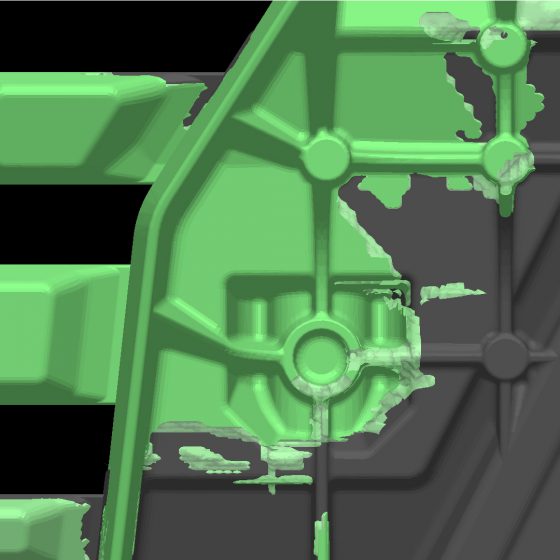
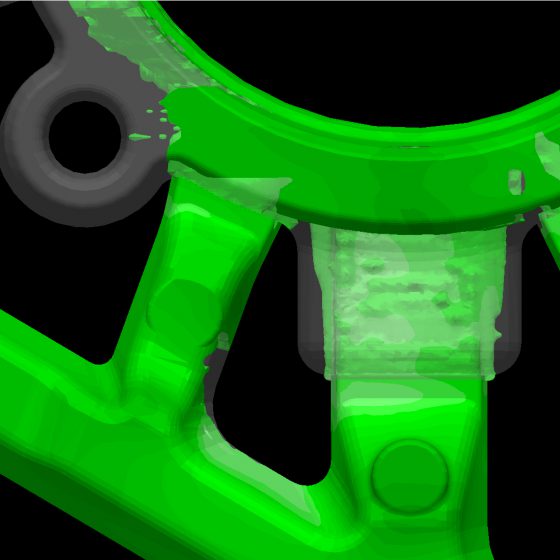
After acceptance of proposals, modifications were applied on mould and results were very satisfied.

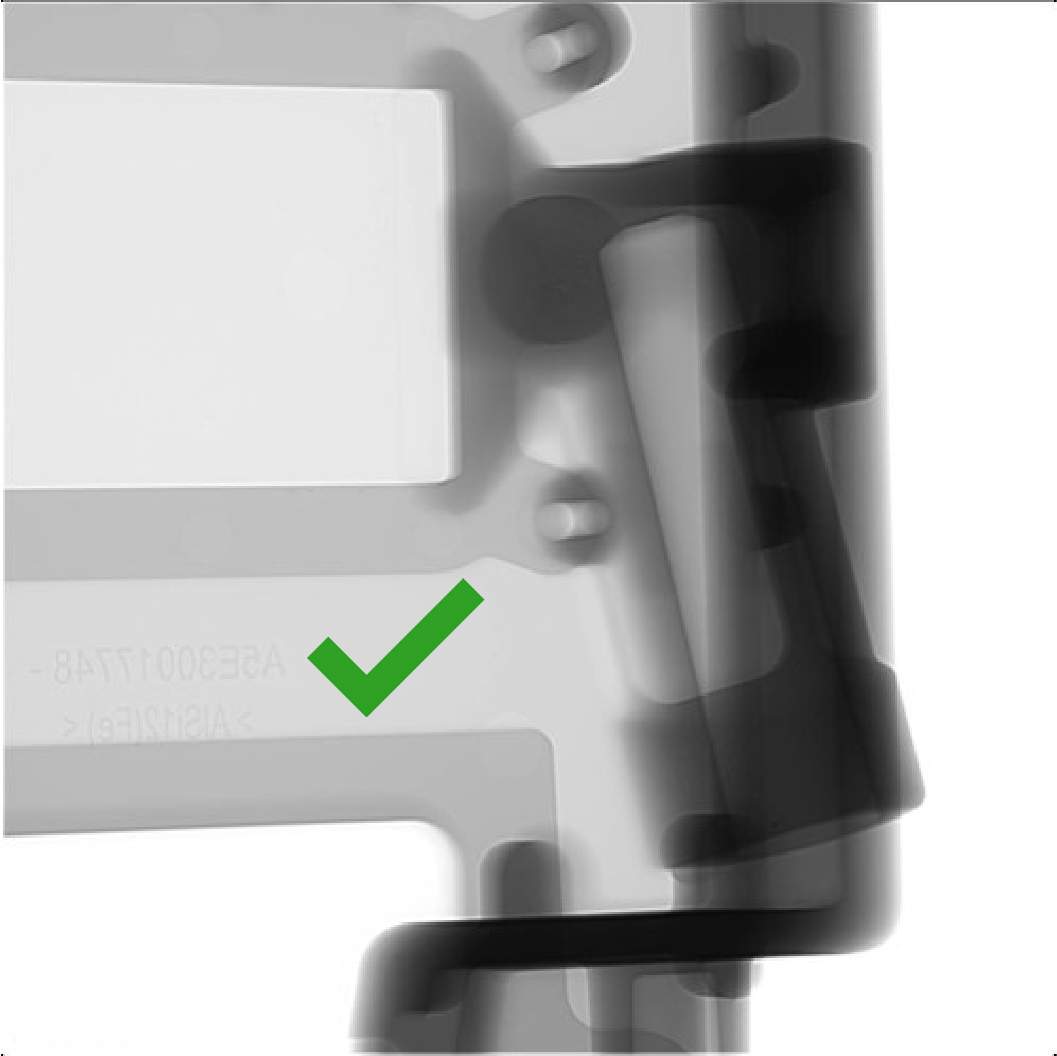
No Shrinkage Porosity when Squeeze Pin Activated

Shrinkage Porosity when Squeeze Pin NOT Activated